Dalam industri pembungkusan moden, pelbagai mesin digunakan untuk mengautomasikan proses berbeza yang memastikan produk dilabel, dimeterai dan dilindungi dengan betul untuk pengedaran. Mesin pelabelan, mesin pembungkusan mengecut, mesin pengedap, dan mesin pengikat setiap satunya berfungsi dengan fungsi penting dalam barisan pembungkusan, mengoptimumkan kecekapan dan mengekalkan integriti produk. Daripada menggunakan label pada bekas hingga mengecilkan filem dengan ketat di sekeliling item dan mengamankan karton untuk pengangkutan, mesin ini membantu dalam meningkatkan kualiti pembungkusan dan memperkemas pengeluaran. Memahami ciri, jenis dan aplikasi setiap mesin adalah penting untuk perniagaan yang bertujuan untuk meningkatkan proses pembungkusan mereka dan memenuhi piawaian industri.
Mesin Pelabelan
Mesin pelabelan ialah mesin yang melekatkan label yang dicetak dengan nama, ramuan, fungsi, kaedah penggunaan dan pembukaan, corak tanda dagangan, dsb. makanan dalam bekas pembungkusan pada bahagian tertentu bekas. Sila rujuk gambar mesin pelabelan.
Terdapat banyak jenis mesin pelabelan bergantung pada tujuan pembungkusan, jenis bekas pembungkusan yang digunakan, dan jenis pelekat pelabelan.
Mesin pelabelan yang biasa digunakan dikelaskan seperti berikut:
(1) Mengikut tahap automasi operasi, ia dibahagikan kepada mesin pelabelan separa automatik dan mesin pelabelan automatik;
(2) Mengikut jenis bekas, mereka boleh dibahagikan kepada mesin pelabelan tin bulat plat keluli nipis bersalut timah, botol kaca dan mesin pelabelan tin, dsb.;
(3) Mengikut arah pergerakan bekas, mereka boleh dibahagikan kepada mesin pelabelan mendatar dan mesin pelabelan menegak; (4) Mengikut bentuk pergerakan bekas, mereka boleh dibahagikan kepada mesin pelabelan lurus dan mesin pelabelan meja putar.
Mesin pelabelan yang biasa digunakan adalah seperti berikut: (1) Mesin pelabelan gantri; (2) Mesin pelabelan garpu berputar; (3) Pelabelan sedutan vakum dan mesin pelabelan menekan; (4) Mesin pelabelan berputar; (5) Mesin pelabelan dram vakum, dsb.
Mesin pelabelan gantri
Seperti yang ditunjukkan dalam rajah, label disimpan dalam kotak label 2; ia ditekan oleh berat 3 dan meluncur ke bawah di sepanjang cerun. Label mengambil roller 1 berputar secara berterusan, mengeluarkan label satu demi satu, melepasi roller penarik label 4 dan roller salutan 5 ke bawah, menyalutnya dengan gam, dan kemudian memasukkannya ke dalam panduan menjatuhkan label 8 dan memastikannya tegak. Apabila botol dilalui melalui gantri, iaitu panduan menjatuhkan label, oleh tali pinggang penghantar, label diambil oleh botol, dan kemudian melalui saluran antara dua baris berus 10, dan dilicinkan pada permukaan botol oleh berus.
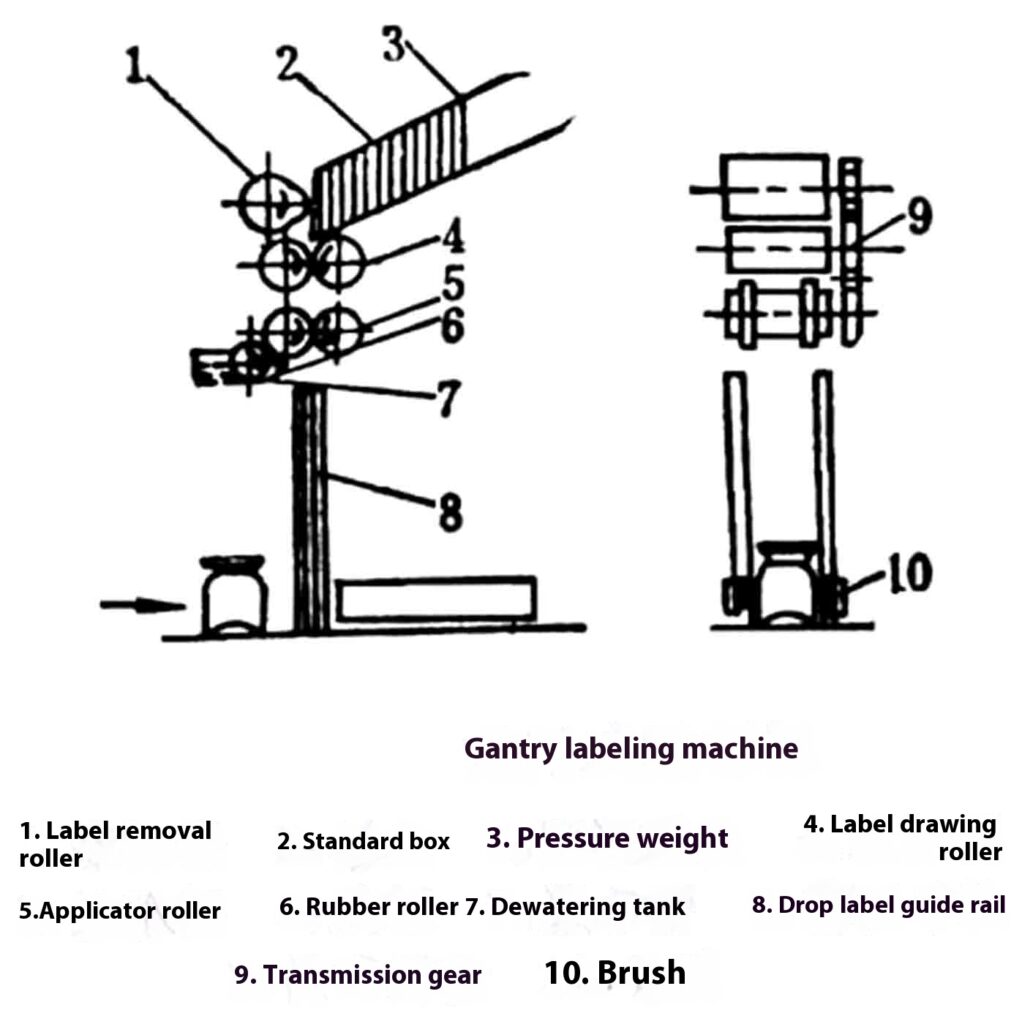
Mesin pelabelan ini hanya sesuai untuk menampal label dengan lebar lebih kurang sama dengan separuh lilitan badan botol. Ia tidak sesuai untuk label yang terlalu lebar atau terlalu sempit, dan hanya boleh ditampal pada botol silinder. Kapasiti pengeluaran adalah kira-kira 1500 hingga 1800 botol sejam, yang sesuai untuk kilang makanan kecil dan sederhana.
Mesin pelabelan garpu berputar
Seperti yang ditunjukkan dalam rajah, garpu berputar 7 berputar berselang-seli. Apabila ia berada dalam kedudukan yang betul seperti yang ditunjukkan dalam rajah, ia disalut dengan gam oleh penggelek gam 6, penggelek 5, dan penggelek pelapis 3 dalam tangki gam 2. Apabila garpu berputar dipusingkan ke kedudukan atas, label dikeluarkan dari besen label 4. Apabila garpu bertukar ke kedudukan yang lebih rendah, mekanisme penolak botol 1 menolak botol, dan kemudian berus botol melalui badan.
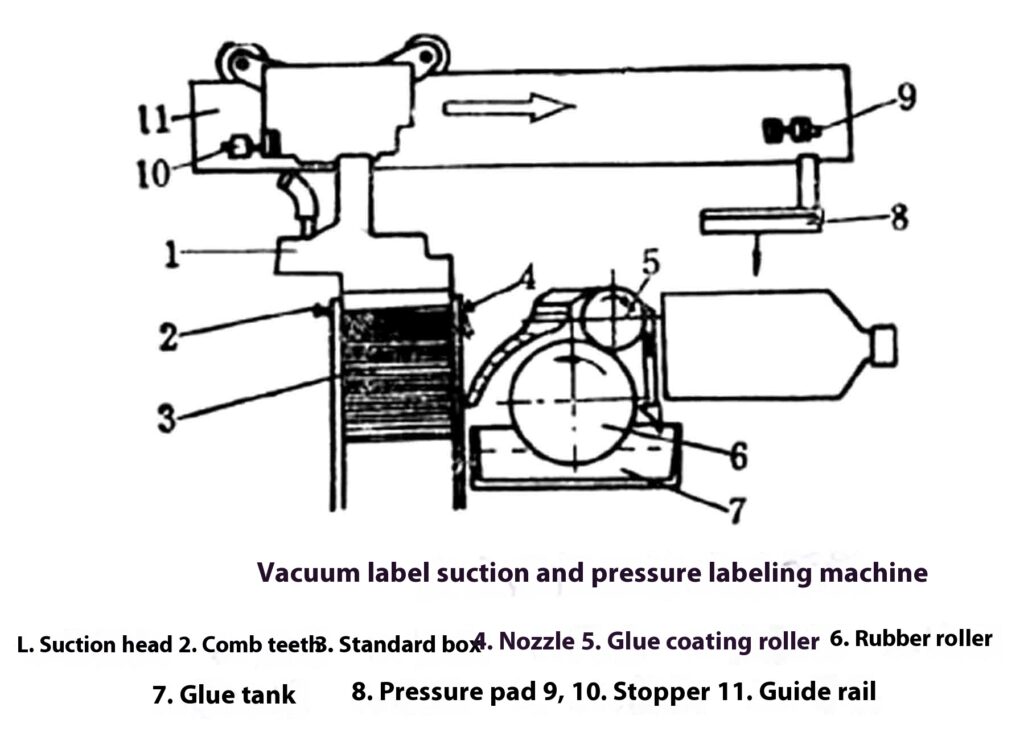
Penyedutan label vakum dan mesin pelabelan menekan
Lihat rajah, yang terdiri daripada kepala sedutan label vakum 1, kotak label 3, penggelek gam 5 dan penggelek gam 6, pad tekanan 8 dan rel panduan 11. Kepala sedutan label bergerak ke kiri dan ke kanan di sepanjang rel panduan dan dihadkan oleh blok penampan 9 dan 10. Apabila probe sedutan berada pada kedudukan hujung kiri label dihidupkan oleh kotak vakum, sedutan vakum. Untuk memastikan hanya satu label disedut setiap kali, muncung 4 dan sikat 2 disediakan di bahagian atas kotak label. Selepas mengambil label, kepala sedutan label bergerak ke kanan, dan roller gam 6 dan roller gam 5 menggunakan gam pada label semasa pergerakan. Apabila ia menemui blok 9, ia berhenti bergerak dan turun untuk menghantar label ke botol. Vakum diputuskan, label dilekatkan pada botol, kepala sedutan label kembali, dan kemudian pad tekanan 8 turun, dan pad tekanan yang dilekatkan getah menekan label pada botol. Mesin pelabelan mempunyai kapasiti pengeluaran sebanyak 2,400 botol sejam dan sangat mudah disesuaikan.
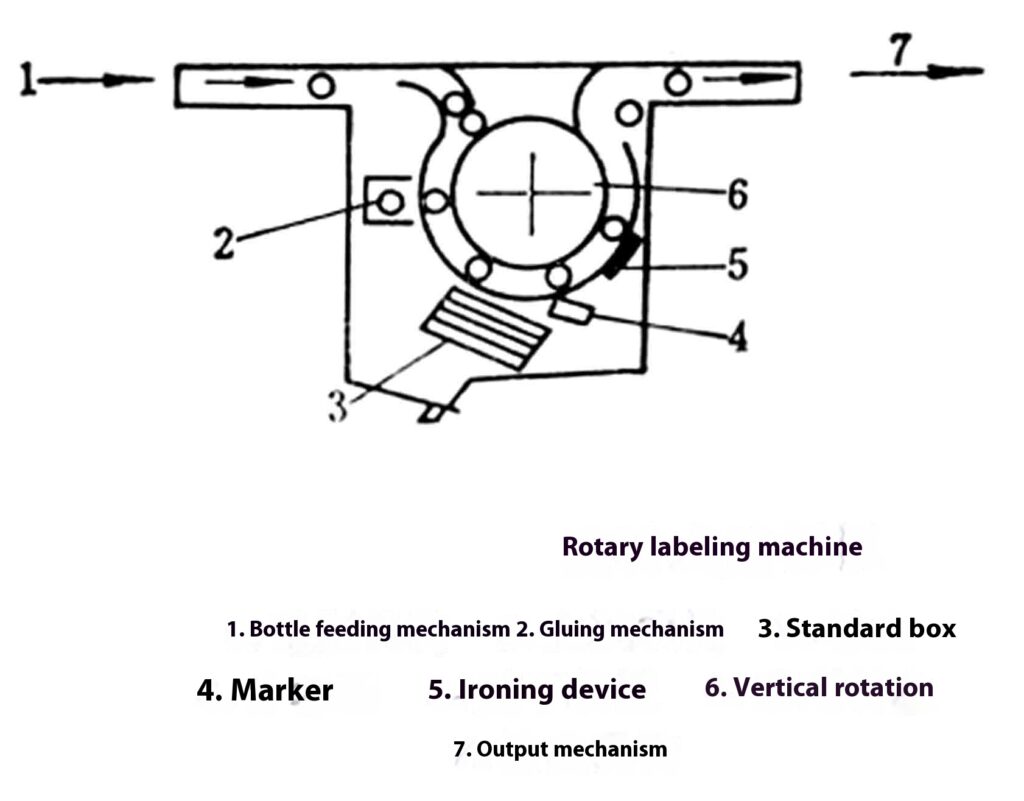
Mesin pelabelan berputar
Ia terdiri daripada mekanisme penyusuan botol, meja putar menegak, mekanisme pelekat, kotak label dan peranti besi, seperti yang ditunjukkan dalam rajah. Apabila ia berputar ke kedudukan tertentu, ia menyelesaikan kerja pelekatan, pelabelan, dan keselesaan masing-masing, dan kemudian dihantar keluar oleh tali pinggang penghantar.
Mesin pelabelan dram vakum
Proses kerja: Botol dan tin dihantar oleh tali pinggang penghantar plat 1, dan kemudian botol yang dihantar dalam baris dipisahkan dengan jarak tertentu dan dihantar ke dram vakum 3 oleh skru penyuap botol 2. Apabila botol melalui skru penyusuan botol 2, peranti "tiada botol, tiada label" dicetuskan, dan litar diputuskan. Pada masa ini, kotak label 6 melakukan gerakan ayunan dan pergerakan kompaun biasa untuk penyingkiran label. Drum vakum 3 berputar lawan jam, dan terdapat enam bahagian pelabelan pada permukaan silinder dram.
Setiap bahagian mempunyai sekumpulan lubang vakum yang memainkan peranan penyingkiran label. Sambungan dan pemotongan vakum direalisasikan oleh pergerakan injap slaid dalam dram vakum. Apabila botol dihantar, kotak label 6 menghampiri dram, dan penggelek pada kurungan kotak label menyentuh injap injap gelongsor dram vakum, supaya dram vakum disambungkan ke lubang vakum yang sepadan pada kedudukan kotak label, dan label disedut dari kotak label 6 yang dipasang padanya. Selepas itu, kotak label bergerak menjauhi dram, dan bahagian pelabelan dengan label melalui peranti pencetak kod 5 dan peranti salutan gam 4, dan tarikh kilang dan jumlah gam yang sesuai dicetak masing-masing. Drum terus berputar, dan label yang disalut dengan gam memenuhi botol yang dihantar oleh skru penyusuan botol 2. Atas sebab ini, kelajuan skru penyusuan botol harus dipadankan dengan baik dengan kelajuan putaran dram, supaya botol dan stesen pelabelan dram bertemu dengan tepat. Pada masa ini, injap dalam dram menukar lubang sedutan label vakumnya daripada keadaan bersambung ke vakum kepada menyambung terus ke atmosfera. Label kehilangan daya sedutan vakum dan bebas dari drum vakum dan melekat pada botol. Apabila botol dan label bertemu, botol terjepit di antara bahagian getah dram dan getah span 8. Didorong oleh geseran dram, botol mula berputar mengelilingi paksinya sendiri, dan label digulung ke atas botol.
Botol berlabel terus dibawa ke hadapan oleh tali pinggang penghantar plat dan memasuki saluran yang dibentuk oleh tali pinggang penghantar gosok 7 dan pad getah span kedua. Botol digosok ke hadapan dan label digulung rata dan lebih kukuh.
Mesin Pembungkusan Kecilkan
Pembungkusan pengecutan haba yang dipanggil (juga dikenali sebagai pembungkusan pengecutan atau pembungkusan pengecutan haba) adalah menggunakan filem plastik dengan kebolehkecutan haba sebagai bahan pembungkus untuk membungkus item, dan kemudian dengan cepat melepasi bungkusan melalui ruang pemanasan jenis kotak (atau terowong pengecutan haba) pada suhu tinggi tertentu. Rawatan memanaskan dengan cepat, filem pembungkusan mengecut dengan sendirinya pada nisbah tertentu dan padan rapat dengan item yang dibungkus untuk memudahkan pengangkutan atau jualan.
Ia dapat dilihat bahawa prestasi filem plastik memainkan peranan yang menentukan dalam pembungkusan mengecut. Filem plastik am biasanya dibuat dengan penyemperitan, kalendar, dan tuangan pelarut. Filem pengecutan haba ialah filem lembaran (atau filem tiub) yang dibuat dengan cara ini, yang kemudiannya diregangkan beberapa kali dalam arah membujur atau melintang, supaya rantai molekul atau satah kristal tertentu filem itu berorientasikan selari dengan permukaan filem, dengan itu meningkatkan kekuatan dan ketelusan filem. Pada masa yang sama, jika suhu tertentu diberikan apabila filem itu diregangkan, nisbah pemanjangan filem sebelum pemejalan ditingkatkan kepada 1:4 hingga 1:7 (nisbah pemanjangan filem biasa ialah 1:2), yang menjadikan filem itu mempunyai prestasi pengecutan haba yang diperlukan apabila pembungkusan.
Filem menyusut secara kasar dibahagikan kepada dua kategori mengikut kaedah pembuatan dan skop penggunaannya: satu ialah pemanjangan filem dalam arah membujur dan melintang semasa pemprosesan adalah hampir sama, yang dipanggil filem pengecutan haba regangan dwipaksi. Yang lain ialah filem itu diregangkan dalam satu arah sahaja semasa pembuatan, yang dipanggil filem pengecutan haba regangan uniaksial.
Skop penggunaan filem dwipaksi adalah sangat luas, dan boleh digunakan untuk membungkus makanan segar atau pembungkusan dulang makanan, dsb. Filem satu paksi sering digunakan untuk pembungkusan mengecut dan pembungkusan label filem tiub, seperti pembungkusan label dengan bekas wain, pembungkusan tertutup dengan botol plastik dan penutup botol kaca, dan pembungkusan lengan buah-buahan dan sayur-sayuran segar.
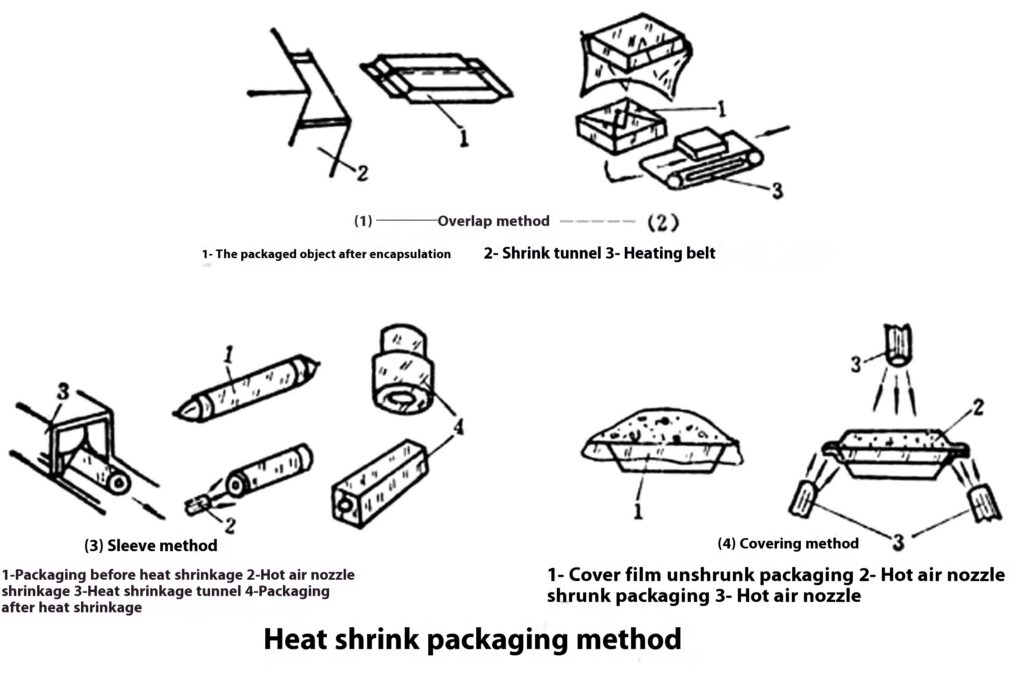
Terdapat tiga kaedah pembungkusan pengecutan haba: (1) Kaedah pembungkusan pengecutan bertindih; (2) Kaedah pembungkusan mengecut lengan; (3) Kaedah pembungkusan susut penutup
Terdapat dua kaedah untuk memanaskan filem pengecutan: terowong pengecutan haba dan pistol udara panas.
Kaedah pembungkusan pengecutan haba
(1) Kaedah bertindih. Seperti yang ditunjukkan dalam Rajah (1) dan (2), objek yang dibungkus diletakkan di dalam beg filem pengecutan haba 1, dimeterai dan dikecutkan melalui saluran pemanasan 2, atau seperti yang ditunjukkan dalam Rajah (2), filem pengecutan haba ditutup pada objek yang dibungkus, dilipat dari empat penjuru ke bahagian bawah objek yang dibungkus ke dalam bentuk 1 atau pada tali pinggang penghantar 3.
(2) Kaedah lengan. Balut makanan berbentuk silinder atau segi empat tepat dengan filem pengecutan tiub, gulungkan filem dalam kira-kira 20mm, dan biarkan margin 30-50mm dalam arah panjang. Mula-mula panaskan dan ketatkan kedua-dua hujungnya, dan kemudian kecilkan keseluruhannya, seperti yang ditunjukkan dalam Rajah (3).
(3) Kaedah penutup. Ia digunakan untuk bekas pembungkusan dengan tepi. Ia adalah kaedah memanaskan dan mengecutkan bahagian bawah bekas atau dulang. Seperti yang ditunjukkan dalam Rajah (4).
Kaedah pemanasan pengecutan haba
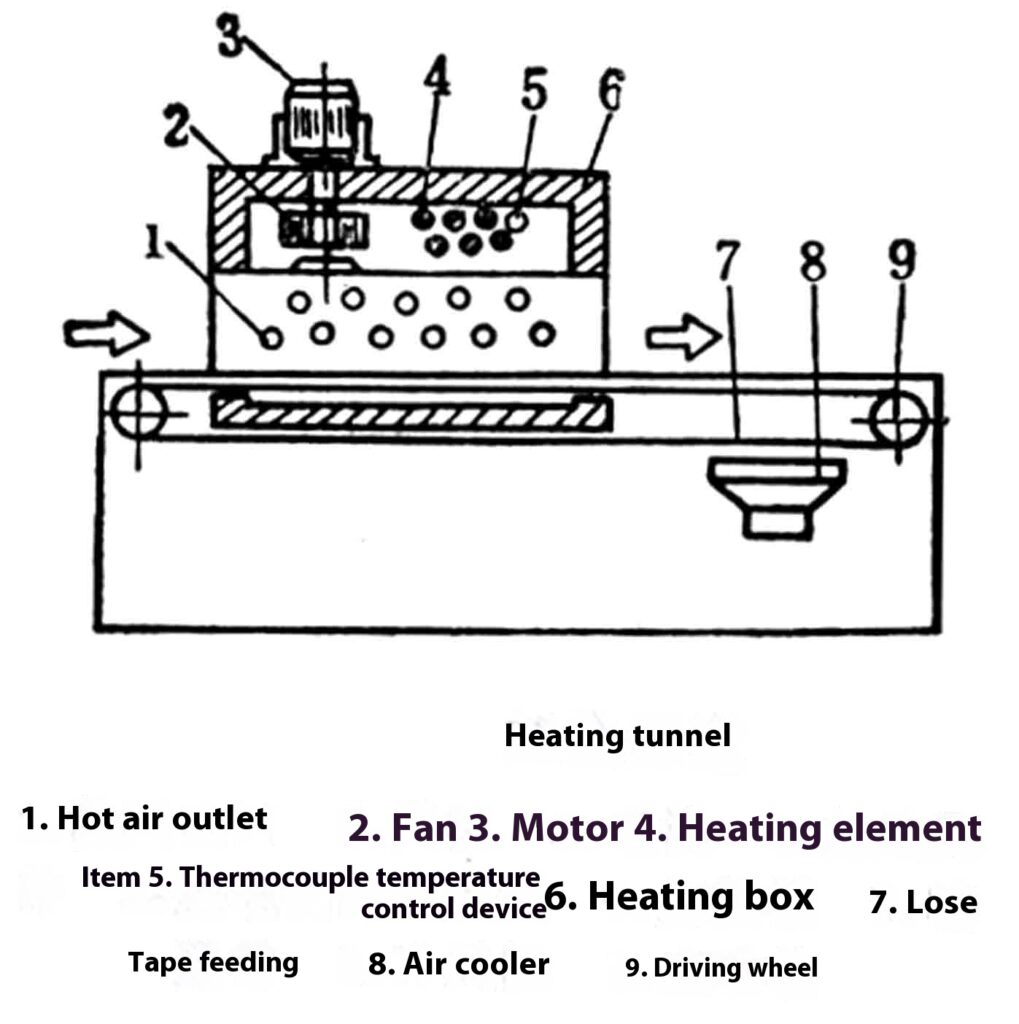
(1) Pemanasan saluran pengecutan haba Lihat rajah. Ia terdiri daripada kotak pemanas 6 yang dilapik dengan bahan penebat, tali pinggang penghantar 7, roda pemanduan 9 dan peniup udara sejuk 8. Tiada elemen pemanas 4 dalam kotak pemanas. Peredaran udara panas dicapai oleh kipas 2 dan peranti kawalan suhu 5. Pakej dimasukkan oleh tali pinggang penghantar; ia dipanaskan apabila melalui saluran. Untuk membuat filem pembungkusan dipanaskan secara sama rata, kipas elektrik digunakan untuk mengedarkan udara, dan suhu di dalam kotak distabilkan oleh peranti kawalan suhu (perbezaan suhu dalam ± 5 darjah). Selepas pemanasan dan pengecutan, ia disejukkan oleh peniup udara sejuk.
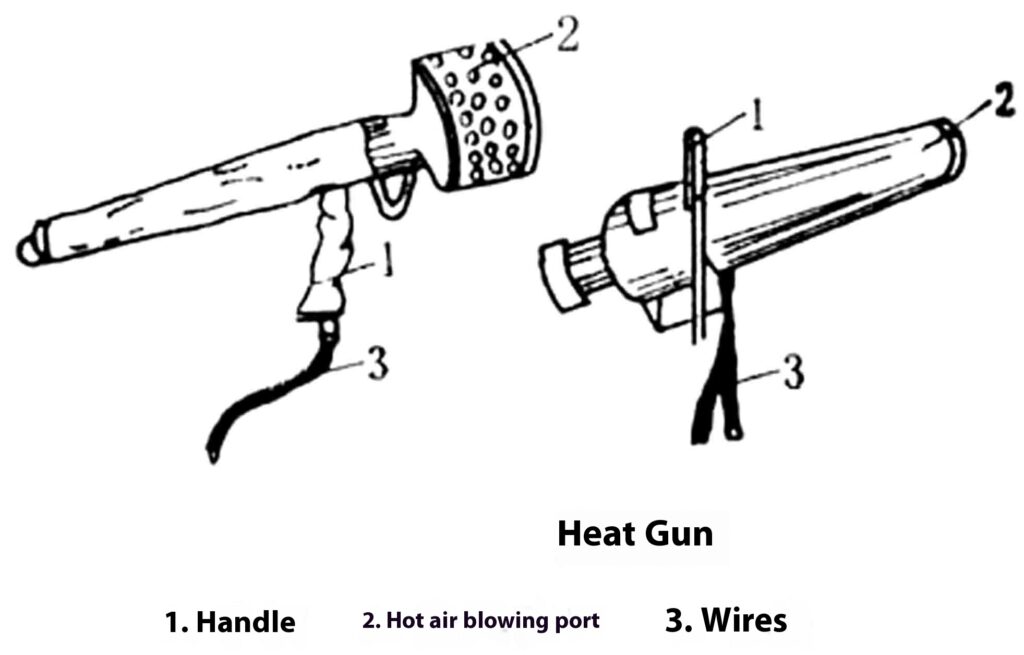
(2) Pemanasan manual dengan pistol udara panas Untuk pembungkusan mengecut dengan kelompok kecil yang tidak sesuai untuk membina saluran pemanasan khusus, pistol udara panas boleh digunakan untuk pemanasan manual. Struktur pistol udara panas ditunjukkan dalam rajah di atas.
Mesin pembungkusan pengedap empat sisi bersaiz sederhana
Untuk pembungkusan dengan saiz 200-500 mm lebar dan 250-1500 mm panjang, mesin pembungkusan pengedap empat sisi bersaiz sederhana seperti yang ditunjukkan dalam rajah boleh digunakan.
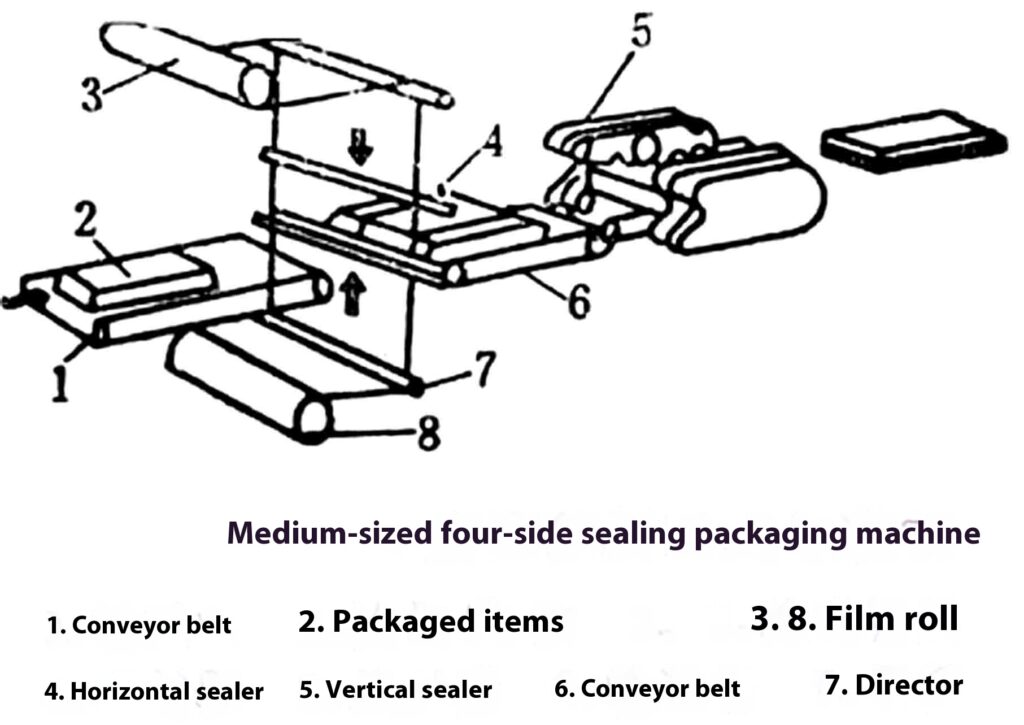
Gulungan atas dan bawah filem 3 dan 8 dibimbing ke pengedap melintang 4 untuk pengedap haba oleh penggelek panduan 7. Bahan 2 disuap oleh tali pinggang penghantar 1. Selepas ia bergerak melawan filem ke panjang yang telah ditetapkan, pengedap melintang diaktifkan untuk melengkapkan pengedap melintang bahagian hadapan dan belakang juga boleh memotongnya dan memotongnya selepas pakej melintang dan menutupnya sahaja ( pengedap membujur). Kemudian, pengedap membujur jenis tali pinggang 5 melengkapkan kedua-dua pengedap sisi dan kemudian menyuapkannya untuk dipanaskan dan mengecut.
Jentera pembungkusan luaran
Dalam proses mekanisasi pembungkusan industri makanan, mekanisasi pembungkusan makanan dan pembungkusan dalaman dibangunkan lebih awal, dan secara beransur-ansur membentuk barisan pengeluaran lengkap dengan jentera pemprosesan proses sebelumnya. Jentera pembungkusan luar telah berkembang pada zaman moden dengan keperluan mendesak pembangunan pengeluaran perindustrian. Mekanisasi pembungkusan luar bukan sahaja dapat mengurangkan keamatan buruh, tetapi juga meningkatkan kecekapan buruh.
Operasi pembungkusan luar biasanya merangkumi empat aspek: penyediaan kotak pembungkusan luar (contohnya, membuka dan membentuk tindanan, karton rata yang dilipat); bekas pembungkusan yang mengandungi makanan; kotak pengedap; penggabungan dan empat proses lain. Mesin yang melengkapkan empat operasi ini dipanggil mesin pembentuk kotak, mesin karton, mesin pengedap karton, dan mesin bundling (atau mesin pengikat). Pada zaman moden, apabila mesin tunggal ini terus diperbaiki dan dibangunkan, barisan pembungkusan automatik sepenuhnya telah muncul, menggabungkan susunan, pembungkusan dan penggabungan makanan yang dibungkus, iaitu, mengumpul cebisan kecil makanan ke dalam kotak, supaya pengedap dan penggabungan membentuk satu langkah.
Oleh kerana bekas pembungkusan termasuk tin, botol, beg, kotak, cawan, dsb., dan bentuk serta bahannya berbeza, terdapat banyak jenis dan model jentera pembungkusan luar, tetapi kerana operasi pembungkusan luar tidak lebih daripada empat aspek di atas, prinsip kerja dan prosedur operasi banyak mesin yang serupa adalah serupa.
Mesin pembungkus kes
Mesin pembungkus kes biasanya membungkus tin, botol, beg, kotak, dsb. produk yang dibungkus ke dalam karton yang diperbuat daripada kertas beralun. Kaedah pembungkusan ke dalam kotak berbeza mengikut bentuk dan keperluan produk. Sebagai contoh, produk botol biasanya dalam keadaan tegak, dan selepas menolak antara satu sama lain, mereka dimasukkan ke dalam saluran untuk membentuk susunan yang diperlukan, dan ditolak ke dalam kotak dari atas ke bawah atau dari bawah ke atas dalam arah menegak.
Produk dalam tin boleh dibungkus dengan cara yang sama seperti produk botol yang disebutkan di atas. Produk dalam tin juga boleh digulung secara mendatar melalui pembahagi. Susunan yang terbentuk hanya sejajar dengan kedudukan bahagian bukaan kotak. Tin yang terbaring dan tersusun kemas ditolak ke dalam kotak secara melintang. Apabila menggunakan kotak dengan bukaan pada satu hujung, tin akan ditolak atau dicengkam ke dalam kotak secara menegak.
Mesin pembungkus kes yang digunakan untuk produk susu berkarton juga merupakan jenis mesin khas. Mesin pembungkus kes jenis ini menggunakan penggenggam untuk membungkus karton secara menegak ke dalam kotak, mengumpul karton dalam susunan tertentu dalam arah menegak, dan menggunakan mesin untuk menolak bekas ke kedudukan yang diperlukan pada masa yang ditetapkan.
Terdapat banyak jenis mesin karton, yang boleh dibahagikan secara kasar kepada tiga kategori:
(1) Mesin karton kosong kotak beralun. Kosong kotak kadbod beralun rata disusun di atas rak dan dilipat. Setiap kali helaian dihantar, ia didirikan dalam bentuk kotak dan dimuatkan dengan makanan yang dibungkus, dan kemudian dimeteraikan. Makanan di dalam kotak dibekalkan secara manual atau automatik.
(2) Mesin pembungkusan kotak kadbod beralun yang membentuk kotak. Kotak kadbod beralun dibentuk dengan cara yang sama seperti jenis pertama. Semasa pengangkutan, mesin penyusuan kotak dikendalikan secara serentak oleh penghantar yang membekalkan makanan yang dibungkus, dan makanan itu dimuatkan dan kemudian dimeteraikan.
(3) Membungkus mesin pembungkus kotak kadbod beralun. Ini ialah mesin yang menghantar helaian tunggal kadbod beralun dengan garis lipatan disusun pada rak satu demi satu, menolak makanan yang dibungkus ke bahagian tertentu kadbod, dan kemudian membuat kotak mengikut garisan lipatan kadbod, dan melakukan pengedap gam. Selepas kotak dimeterai, ia dilepaskan untuk menyelesaikan operasi. Ini biasanya dipanggil kaedah pembalut tolak.
Memandangkan tujuan pembungkusan adalah untuk mengelakkan makanan daripada rosak semasa pengangkutan dan untuk menghantarnya kepada penjual secara utuh, dan untuk memudahkan pembongkaran sebelum dijual, teknologi pembungkusan perlu dipertingkatkan secara berterusan.
Mengikut tindakan semasa pembungkusan, ia boleh dibahagikan kepada: mesin pembungkusan lipat; menekan mesin pembungkusan; mesin pembungkusan jatuh.
Mesin pengedap
Mesin pengedap ialah peranti pengedap automatik pneumatik. Ia digunakan untuk mengelak dan melabel karton yang telah dibungkus dengan makanan dalam tin atau makanan berbungkus lain.
Struktur mesin: terutamanya terdiri daripada penggelek, silinder lengan angkat, penghantar jenis langkah, lidah lipat, rak dulang kertas atas dan bawah, silinder air atas dan bawah, penggelek tekanan, pemotong kertas atas dan bawah, sistem pneumatik, dsb.
Proses kerja utama mesin ialah: kadbod terbuka yang diisi dengan makanan dalam tin, beg, kotak dan makanan berbungkus lain dibalikkan terus oleh plat sokongan kadbod mesin pembungkus kadbod ke penggelek mesin, dan kemudian pengendali mesin pembungkusan kadbod menambah tujahan, dan kadbod meluncur di sepanjang penggelek condong ke hujung hadapan dan menyentuh suis perjalanan. Pada masa ini, silinder lengan pengangkat di bahagian bawah roller mula naik di bawah tindakan sistem pneumatik, dan karton dihantar ke bahagian atas rasuk cincin dengan penghantar jenis langkah. Selepas kadbod diletakkan, isyarat disambungkan, arahan tindakan dikeluarkan, dan penghantar jenis langkah mula bergerak.
Mekanisme penghantar jenis langkah digerakkan oleh silinder untuk membalas dua batang tolak. Setiap kali karton datang, ia membalas sekali, dan karton ditolak secara beransur-ansur dari proses ini ke proses seterusnya oleh kuku tolak pada rod tolak. Karton terbuka ditolak ke dalam bingkai melengkung oleh kuku tolak penghantar jenis langkah. Pertama, lidah lipat kecil di bahagian belakang kotak dihayunkan oleh cangkuk lipat, dan lidah lipat di hadapan karton ditutup oleh peranti lipatan tetap semasa proses menolak. Selepas itu, lidah lipat besar kotak ditutup oleh plat lidah lipat di kedua-dua belah dan ditekan rata oleh penyekat di ekor. Karton ditolak di bawah penggelek tekanan dan ditolak ke proses pengedap seterusnya. Pita kertas yang digunakan sebagai meterai dipasang pada dulang kertas atas. Selepas pita kertas dibawa keluar melalui pendakap, ia dibasahi oleh peranti salutan air, dan kemudian dibawa ke bahagian atas karton (bahagian bawah karton juga mempunyai peranti pengedap yang sama), dan ditekan pada kotak oleh roller tekanan atas. Apabila kotak diangkut ke hadapan oleh kuku tolak penghantar, pita kertas ditampal secara beransur-ansur pada kotak dari depan ke belakang. Cakar tolak penghantar jenis langkah kemudian menolak karton ke hadapan ke bahagian pemotongan kertas. Selepas kotak berhenti, pemotong bergerak ke bawah (pemotong bawah bergerak ke atas) untuk memotong pita kertas. Penggelek yang dipasang pada kedua-dua belah pemotong kemudian gulungkan pita kertas hujung belakang kotak sebelumnya dan hujung hadapan kotak seterusnya ke dalam kotak, supaya pengedap atas dan bawah membentuk bentuk "pintu" dan U" untuk mengelak kotak. Karton yang dimeterai kemudiannya diangkut ke proses seterusnya dengan cakar tolak. Jika alat salutan pelekat sendiri boleh digunakan, peranti pelapis air boleh digunakan.
Mesin pengedap karton automatik biasanya digunakan dalam pengeluaran untuk meningkatkan kecekapan pengeluaran.
Mesin pengikat
Mesin pengikat adalah mesin yang digunakan untuk mengikat pelbagai karton atau barang yang dibungkus dengan pelbagai saiz menggunakan pelbagai tali dan tali pinggang. Mesin pengikat telah berkembang pesat, dengan pelbagai jenis dan gaya yang berbeza. Kaedah pengelasan utama jenis mesin ialah: A Mengikut tahap automasi mesin, ia dibahagikan kepada mesin strapping automatik dan mesin strapping separa automatik; B Mengikut kaedah penyisipan tali pinggang tegap, ia dibahagikan kepada mesin tegap penembusan dan mesin pengikat penggulungan; C Mengikut bahan tali pinggang pengikat, ia dibahagikan kepada mesin pengikat kertas dan mesin pengikat automatik.
Kesimpulan
Penggunaan mesin pelabelan, pembungkusan mengecut, pengedap dan pengikat dalam industri pembungkusan dengan ketara meningkatkan kelajuan, ketepatan dan kecekapan operasi pembungkusan. Sama ada ia menggunakan label yang tepat pada bekas, mengecilkan filem agar sesuai dengan produk, mengelak karton dengan selamat atau mengikatnya untuk pengangkutan, mesin ini bekerjasama untuk memastikan produk dibungkus dengan selamat dan profesional. Memandangkan automasi terus berkembang, mesin pembungkusan akan memainkan peranan yang lebih besar dalam mengoptimumkan barisan pengeluaran dan memenuhi permintaan yang semakin meningkat untuk penyelesaian pembungkusan berkualiti tinggi merentas industri.









